
Ukoliko želite da radite u pozitivnom radnom okruženju, spremni ste da učite i da svojim znanjem i iskustvom doprinesete razvoju i rastu…
Ukoliko želite da radite u pozitivnom radnom okruženju, spremni ste da učite i da svojim znanjem i iskustvom doprinesete razvoju i rastu…
Halebić d.o.o. je firma koja se bavi proizvodnjom, servisiranjem, oštrenjem i prodajom profesionalnih alata za drvnu, metalnu i PVC industriju.
Firma je osnovana 1968 godine sa sjedištem u Sarajevu, a djeluje na području čitave Bosne i Hercegovine. Uz stalan rad na unapređenju i ulaganje uspjeli smo da postanemo vodeća firma na prostoru Bosne i Hercegovine u oblasti reznih alata. Saradnja s firmama svjetskog renomea rezultirala je odličnim poslovnim uspjesima i brojnim zadovoljnim klijentima.
Alate koje nudimo namijenjeni su za industrijsku upotrebu ali također i za hobi. Prilagođavajući se potrebama i zahtjevima tržišta proširili smo područje rada i na usluge tehničke podrške u ovoj oblasti.
U pogonu naše firme vršimo servis i reparaciju profesionalnih reznih alata svih vrsta i veličina kao i usluge njihovog redovnog održavanja, također pored toga nudimo izradu alata prema crtežima ili uzorcima.
S ponosom ističemo da firma Halebić d.o.o. svojim uslugama zadovoljava veliki broj klijenata s kojim ujedno ima i dugogodišnju saradnju.
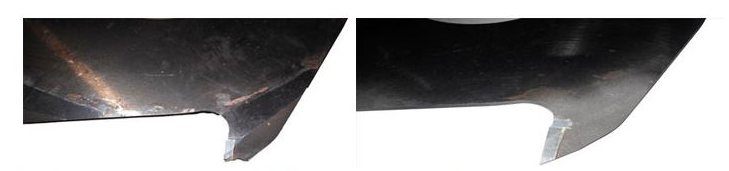
Sve procese obrade odvajanjem neizbježno prati i proces trošenja oštrice reznog alata. Proces trošenja nastaje kao posljedica opterećenja kojima je alat izložen prilikom procesa obrade materjala.
Alat koji više ne može obavljati zahtjevanu funkciju dosegao je korisni vijeka trajanja. Ne postoje jedinstveni kriteriji istrošenosti oštrice alata, sve ovisi o konkretnoj situaciji. Kao kriteriji postojanosti mogu se uzeti vrijednosti parametara obratka (hrapavost i dimenzije) ili mjerljivih veličina procesa (sile, snaga, moment, vibracije itd). Postojanost i vijek trajanja oštrice ovisi o materijalu alata i obratka, režimu rada, a posebno brzine rezanja. Kada je alat zatupljen dolazi do loma oštrice.
Naš servisni centar je opremljen savremenim CNC mašinama za servis i u mogučnosti smo pružiti uslugu oštrenja i servisiranja slijedećih alata za drvnu, metalnu, ALU i PVC industriju: